



金立恒金属制品有限公司是一家高度专业化的公司,专业营销管理能力和财务管控能力,紧紧围绕核心形成的优势。以质量求生存,公司拥有庞大的销售服务体系、先进的技术、专业的设计团队。我们注重产品质量的同时更注重售前、售中和售后的服务。公司主张长期合作、持续经营、跨步发展。
面对经济全球化的要求,公司将继续秉承“打造精品,做强企业,奉献社会”的企业宗旨,发扬“团结协作,勤奋敬业,务实创新,的企业精神,努力践行“不在守业中求生,要在扩业中图强”的发展理念,科学整合资源,加强企业管理,增强企业核心竞争能力。
公司坚持优良服务,诚信为本,与时俱进,科技为先的企业理念,坚持科技先导、用户至上的宗旨,竭诚为广大用户服务。


桥梁护栏选用的外表处理技术是什么?
桥梁护栏外表处理技术,通常管材选用热镀锌处理,也叫热浸锌和热浸镀锌:是一种有用的金属防腐方法,首要用于各行业的金属结构设备上。是将除锈后的钢件浸入500℃摆布消融的锌液中,使钢构件外表附着锌层,然后起到防腐的意图。热镀锌技术流程:制品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洁-打磨-热镀锌竣工 。
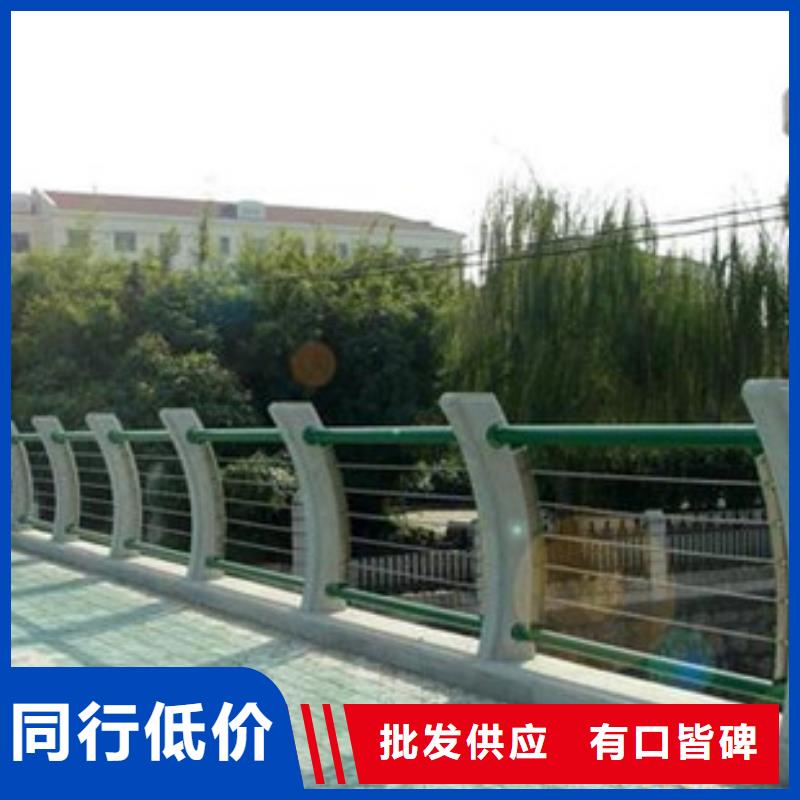
河道桥梁护栏是结合普通护栏的实用功能和LED灯的照明功能为一体的成功产品,解决了灯具的隐藏问题,安装方便,在河提和山坡对游人起到了保障警戒和引导功能。
护栏立柱和横梁上设计的LED灯光,节能环保,对道路照明起到了很好的辅助作用!
河道桥梁护栏形式的选择,首先应根据公路等级,综合考虑其保障性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。
其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。




不锈钢复合管的焊接要点及注意事项
1.应采用具有垂直外部特性的电源,DC应采用正极性(焊丝连接负极)。
2.桥梁防撞护栏采用氩弧焊焊接,具有焊缝成形美观、焊接变形小的特点。
3.保护气体是纯度为99%的氩气。当焊接电流为50-50 A时,氩气流速为8-0 L/min,当电流为50-250 A时,氩气流速为2-5 L/min。
4.钨电极从气体喷嘴伸出的长度好为4-5~6mm,在角焊等屏蔽不良的地方为2-3 mm,在深槽的地方为5-6 mm,从喷嘴到工件的距离一般不超过5mm。
5.为了防止焊接气孔、任何铁锈、油污等的发生。焊接上的零件必须清理干净。
6.焊接普通钢时,焊接电弧长度宜为2 ~ 4毫米,焊接不锈钢时,焊接电弧长度宜为3毫米。如果太长,保护效果不好。
7.打底时,为了防止底部焊道的背面被氧化,背面也需要用气体保护。
8.为了用氩气很好地保护焊池,便于焊接操作,钨极中心线与焊接位置的工件一般应保持80 ~ 85度角,填充丝与工件表面的夹角应尽可能小,一般为0度左右。
9.防风和通风。有风的地方,请采取措施堵塞网,并在室内采取适当的通风措施。


